






ÜRÜN PARAMETRELERİ
| Ürün Adı | Boru redüktörü |
| Boyut | 1/2"-24" dikişsiz, 26"-110" kaynaklı |
| Standart | ANSI B16.9, EN10253-2, DIN2616, GOST17378, JIS B2313, MSS SP 75, vb. |
| Duvar kalınlığı | SCH5S, SCH10, SCH10S, STD, XS, SCH40S, SCH80S, SCH20, SCH30, SCH40, SCH60, SCH80, SCH160, XXS, özelleştirilmiş vb. |
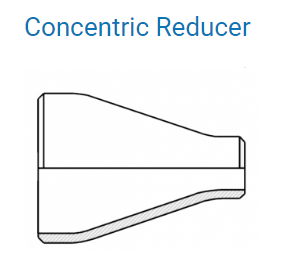
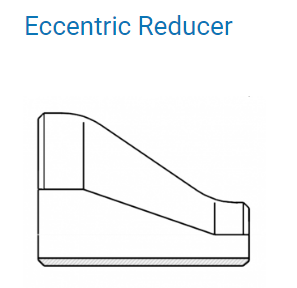
| Tip | Eşmerkezli veya eksantrik |
| İşlem | Dikişsiz veya kaynaklı dikişli |
| Son | pahlı uç/BE/kaynaklı |
| Yüzey | Tuzlama, kumla yuvarlama, cilalama, ayna cilalama vb. |
| Malzeme | Paslanmaz çelik:A403 WP304/304L, A403 WP316/316L, A403 WP321, A403 WP310S, A403 WP347H, A403 WP316Ti, A403 WP317, 904L, 1.4301, 1.4307, 1.4401, 1.4571, 1.4541, 254Mo ve benzeri. |
| Dubleks paslanmaz çelik:UNS31803, SAF2205, UNS32205, UNS31500, UNS32750, UNS32760, 1.4462, 1.4410, 1.4501 ve benzeri. | |
| Nikel alaşımı:inconel600, inconel625, inconel690, incoloy800, incoloy 825, incoloy 800H, C22, C-276, Monel400, Alloy20 vb. | |
| Başvuru | Petrokimya endüstrisi; havacılık ve uzay endüstrisi; ilaç endüstrisi; gaz egzozu; enerji santrali; gemi inşaatı; su arıtma, vb. |
| Avantajlar | Hazır stok, daha hızlı teslimat süresi; tüm boyutlarda mevcut, özelleştirilebilir; yüksek kalite. |
ÇELİK BORU REDÜKTÖRÜNÜN UYGULAMALARI
Çelik redüktörler kimya fabrikalarında ve enerji santrallerinde kullanılır. Boru sistemini güvenilir ve kompakt hale getirir. Boru sistemini her türlü olumsuz darbeden veya termal deformasyondan korur. Basınç devresinde olduğunda her türlü sızıntıyı önler ve montajı kolaydır. Nikel veya krom kaplı redüktörler ürün ömrünü uzatır, yüksek buhar hatları için kullanışlıdır ve korozyonu önler.
İNDİRGEN TİPLERİ
Konsantrik redüktörler yaygın olarak kullanılırken, eksantrik redüktörler borunun üst ve alt seviyelerini korumak için uygulanır. Eksantrik redüktörler ayrıca boru içinde hava hapsini önlerken, konsantrik redüktörler gürültü kirliliğini ortadan kaldırır.
ÇELİK BORU REDÜKTÖRÜNÜN ÜRETİM SÜRECİ
Redüktörler için çok yönlü üretim süreçleri mevcuttur. Bunlar, gerekli dolgu malzemesiyle kaynaklı borulardan yapılır. Ancak, EFW ve ERW borularda redüktör kullanılamaz. Dövme parçaların üretiminde, soğuk ve sıcak şekillendirme süreçleri de dahil olmak üzere farklı yöntemler kullanılır.
DETAYLI FOTOĞRAFLAR
1. ANSI B16.25 standardına uygun olarak pahlanmış uç.
2. Zımparalama işleminden önce kaba bir cilalama yapın, böylece yüzey çok daha pürüzsüz olacaktır.
3. Katmanlaşma ve çatlak yok.
4. Herhangi bir kaynak onarımı yapılmadan.
5. Yüzey işlemi olarak asitleme, kumlama, matlaştırma, ayna cilalama seçenekleri mevcuttur. Fiyatlar da farklılık gösterebilir. Bilginize, kumlama en popüler yüzey işlemidir. Kumlama fiyatı çoğu müşteri için uygundur.
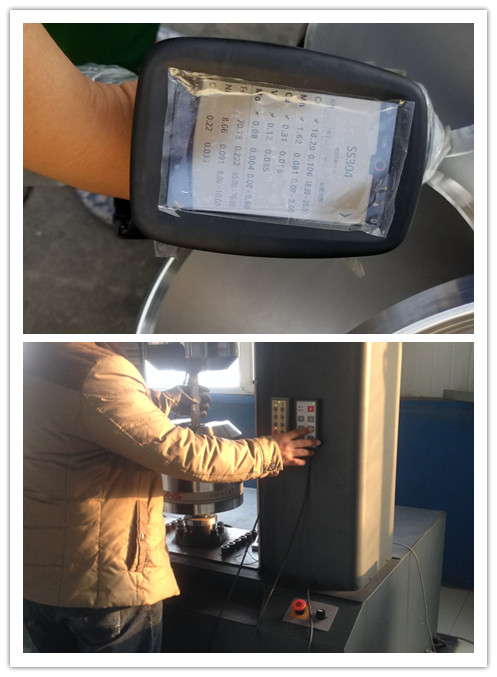
DENETLEME
1. Boyut ölçümleri, standart tolerans dahilindedir.
2. Kalınlık toleransı: +/- %12,5 veya isteğiniz üzerine.
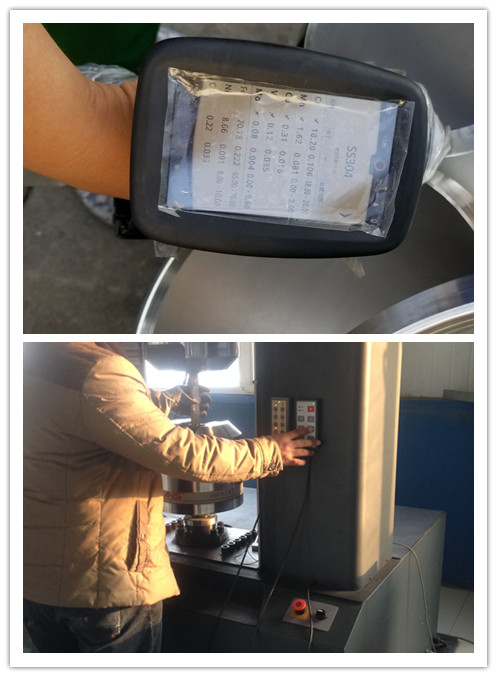
3. PMI
4. Fizik tedavi, idrar yolu testi, röntgen testi.
5. Üçüncü taraf denetimini kabul edin.
6. MTC, EN10204 3.1/3.2 sertifikası ve NACE belgesi ibraz edin.
7. ASTM A262 uygulama E

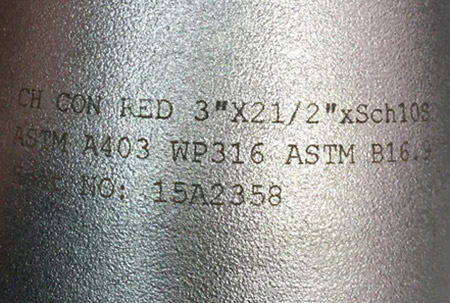
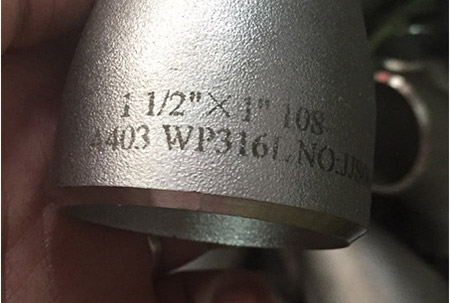
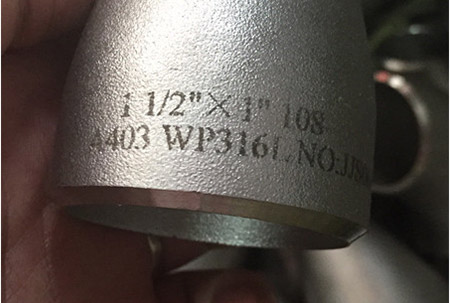
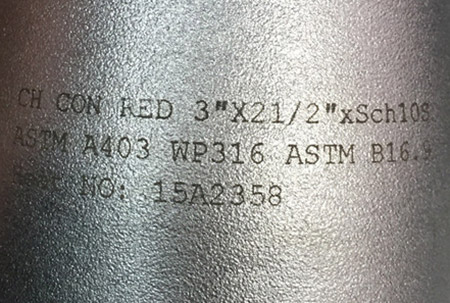
İŞARETLEME
İsteğiniz üzerine çeşitli işaretleme çalışmaları yapılabilir. Logonuzu da işaretleyebiliriz.
PAKETLEME VE NAKLİYE
1. Kontrplak kasa veya kontrplak palet ile paketlenmiştir.
2. Her paketin üzerine paketleme listesini koyacağız.
3. Her pakete kargo işaretleri koyacağız. İşaretlerdeki kelimeler isteğiniz üzerine belirlenecektir.
4. Tüm ahşap ambalaj malzemeleri fümigasyon gerektirmez.

Çelik redüktörler kimya fabrikalarında ve enerji santrallerinde kullanılır. Boru sistemini güvenilir ve kompakt hale getirir. Boru sistemini her türlü olumsuz darbeden veya termal deformasyondan korur. Basınç devresinde olduğunda her türlü sızıntıyı önler ve montajı kolaydır. Nikel veya krom kaplı redüktörler ürün ömrünü uzatır, yüksek buhar hatları için kullanışlıdır ve korozyonu önler.
Konsantrik redüktörler yaygın olarak kullanılırken, eksantrik redüktörler borunun üst ve alt seviyelerini korumak için uygulanır. Eksantrik redüktörler ayrıca boru içinde hava hapsini önlerken, konsantrik redüktörler gürültü kirliliğini ortadan kaldırır.
Redüktörler için çok yönlü üretim süreçleri mevcuttur. Bunlar, gerekli dolgu malzemesiyle kaynaklı borulardan yapılır. Ancak, EFW ve ERW borularda redüktör kullanılamaz. Dövme parçaların üretiminde, soğuk ve sıcak şekillendirme süreçleri de dahil olmak üzere farklı yöntemler kullanılır.

Detaylı fotoğraflar
1. ANSI B16.25 standardına uygun olarak pahlanmış uç.
2. Zımparalama işleminden önce kaba bir cilalama yapın, böylece yüzey çok daha pürüzsüz olacaktır.
3. Katmanlaşma ve çatlak yok.
4. Herhangi bir kaynak onarımı yapılmadan.
5. Yüzey işlemi olarak asitleme, kumlama, matlaştırma, ayna cilalama seçenekleri mevcuttur. Fiyatlar da farklılık gösterebilir. Bilginize, kumlama en popüler yüzey işlemidir. Kumlama fiyatı çoğu müşteri için uygundur.
Denetleme
1. Boyut ölçümleri, standart tolerans dahilindedir.
2. Kalınlık toleransı: +/- %12,5 veya isteğiniz üzerine.
3. PMI
4. Fizik tedavi, idrar yolu testi, röntgen testi.
5. Üçüncü taraf denetimini kabul edin.
6. MTC, EN10204 3.1/3.2 sertifikası ve NACE belgesi ibraz edin.
7. ASTM A262 uygulama E
İşaretleme
İsteğiniz üzerine çeşitli işaretleme çalışmaları yapılabilir. Logonuzu da işaretleyebiliriz.

Paketleme ve Nakliye
1. Kontrplak kasa veya kontrplak palet ile paketlenmiştir.
2. Her paketin üzerine paketleme listesini koyacağız.
3. Her pakete kargo işaretleri koyacağız. İşaretlerdeki kelimeler isteğiniz üzerine belirlenecektir.
4. Tüm ahşap ambalaj malzemeleri fümigasyon gerektirmez.
Boru bağlantı parçaları, boru sisteminde bağlantı, yönlendirme, kanal değiştirme, boyut değiştirme, sızdırmazlık veya sıvı akışını kontrol etme gibi amaçlarla kullanılan hayati öneme sahip bileşenlerdir. İnşaat, sanayi, enerji ve belediye hizmetleri gibi alanlarda yaygın olarak kullanılırlar.
Başlıca İşlevler:Boruları birbirine bağlama, akış yönünü değiştirme, akışları bölme ve birleştirme, boru çaplarını ayarlama, boruları sızdırmaz hale getirme, kontrol ve düzenleme gibi işlevleri yerine getirebilir.
Uygulama Kapsamı:
- Bina su temini ve drenajı:PVC dirsekler ve PPR üçgen bağlantı parçaları su boru şebekelerinde kullanılır.
- Endüstriyel boru hatları:Kimyasal maddelerin taşınmasında paslanmaz çelik flanşlar ve alaşımlı çelik dirsekler kullanılır.
- Enerji taşımacılığı:Yüksek basınçlı çelik boru bağlantı parçaları petrol ve doğalgaz boru hatlarında kullanılır.
- Isıtma, Havalandırma ve Klima (HVAC):Bakır boru bağlantı parçaları soğutucu boru hatlarını birleştirmek için kullanılır ve esnek bağlantı elemanları titreşimi azaltmak için kullanılır.
- Tarımsal sulama:Hızlı bağlantı elemanları, fıskiyeli sulama sistemlerinin montajını ve demontajını kolaylaştırır.
-

karbon çeliği A105 A234 WPB ANSI B16.49 3d 30 45...
-

ANSI B16.9 alın kaynaklı boru bağlantı parçası, karbon çelik...
-

ASME B16.9 A234 SCH 40 STD Alın Kaynaklı karbon...
-

3050 mm API 5L X70 WPHY70 Kaynaklı boru bağlantı dirseği
-

Paslanmaz çelik 45/60/90/180 Derece Dirsek
-

ANSI B16.9 paslanmaz çelik 45 derece alın kaynağı...




